面向工业关键部件的
金属表面强化服务商
和季康(广东)金属表面处理有限公司位于广东省东莞市东城街道,长期服务于华南及全国工业客户。公司围绕"延寿、降本、提效、替代电镀"的目标,建立从工况诊断、材料选择、喷涂加工到检测复盘的一体化流程。
以工况为核心
根据介质、温度、载荷、速度、基体材料和失效形貌,精准确定涂层材料与工艺路线。
以质量为底线
严格管控结合强度、孔隙率、硬度、厚度、表面粗糙度和尺寸恢复精度。
以交付为目标
从样件试喷到批量加工,从磨削精加工到检测报告,全流程可追溯、可复盘。
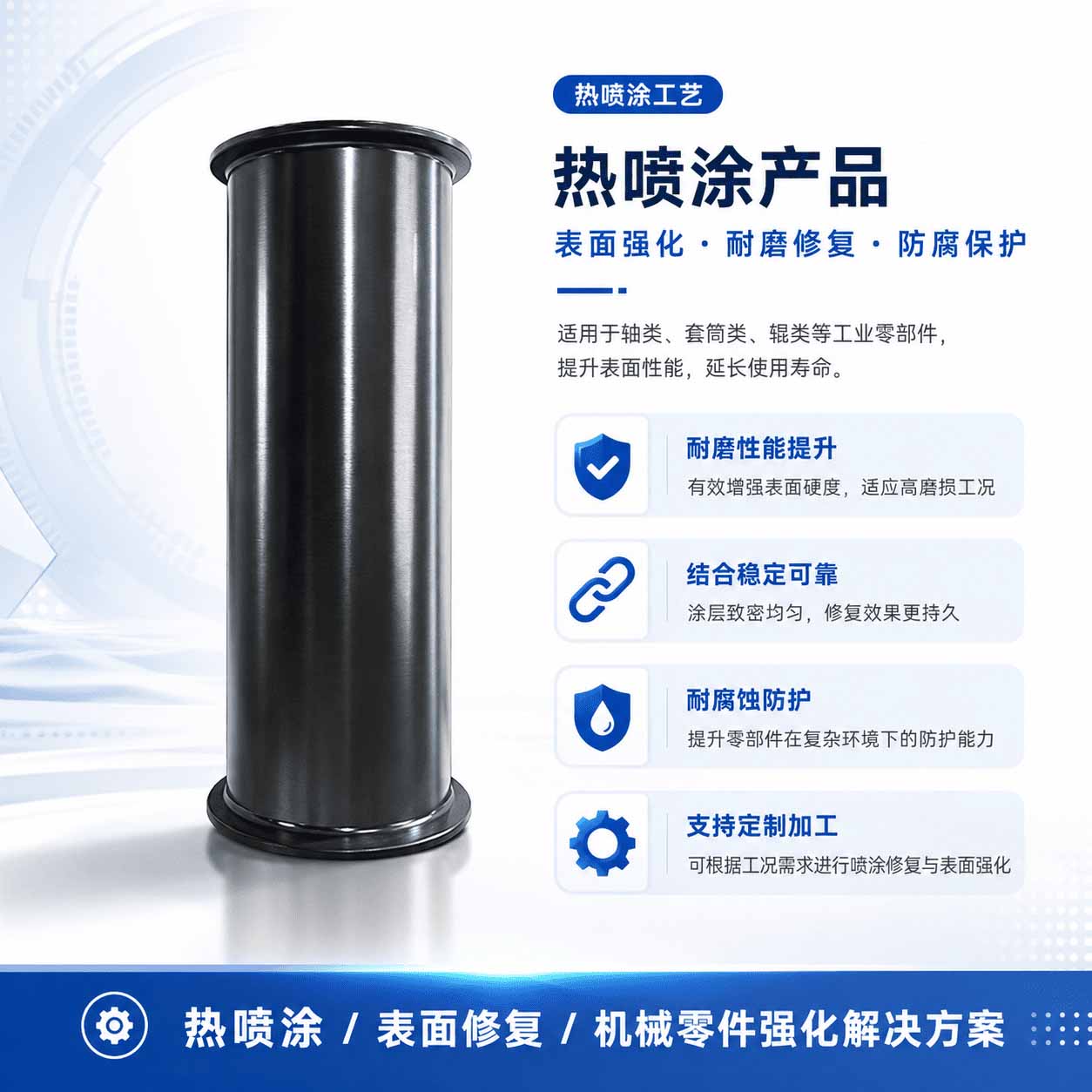
核心工艺能力
围绕耐磨、防腐、耐高温、绝缘、导电、尺寸修复和再制造,提供多工艺组合方案。
超音速火焰喷涂
HVOF 超音速火焰喷涂,粒子速度3倍音速以上,适合碳化钨、铬碳化物等高致密涂层,致密度99%+,硬度可达 HV 1400。
等离子喷涂
等离子焰流温度可达15000°C,适合氧化锆、氧化铝、氧化铬等陶瓷涂层,可实现耐磨、隔热、绝缘、防粘多功能。
激光熔覆
激光熔覆形成冶金结合层,稀释率低、热影响区小,适合高价值零部件的局部强化、尺寸恢复与再制造修复。
后处理与检测
配套磨削、抛光、封孔、精加工,可提供硬度、厚度、粗糙度、结合强度、孔隙率等全套涂层检测报告。



碳化钨 vs 氧化锆 — 涂层选型指南
两种最主流工业涂层各有优势,根据工况正确选型是涂层成功的关键。
碳化钨涂层
以碳化钨(WC)为主晶相的耐磨涂层,通过超音速火焰喷涂(HVOF)沉积,兼具高硬度与良好韧性。
- ✓硬度 HV 900-1400,耐磨性极佳
- ✓致密度 >99%,耐腐蚀性优良
- ✓典型厚度 0.1-0.5mm
- ✓耐温上限约 550°C
- ✓广泛用于拉丝塔轮、阀门、柱塞
- ✓可配合磨削达 Ra 0.2μm
氧化锆热障涂层
以氧化锆(ZrO₂)为功能相的陶瓷热障涂层,通过等离子喷涂(APS)沉积,专为高温隔热抗氧化场景设计。
- ✓耐温高达 1000-1100°C
- ✓低热导率,优异隔热性能
- ✓化学稳定性好,抗氧化能力强
- ✓热膨胀系数高,抗热震性能好
- ✓广泛用于高温炉辊、热交换器
- ✓可做功能绝热或装饰层
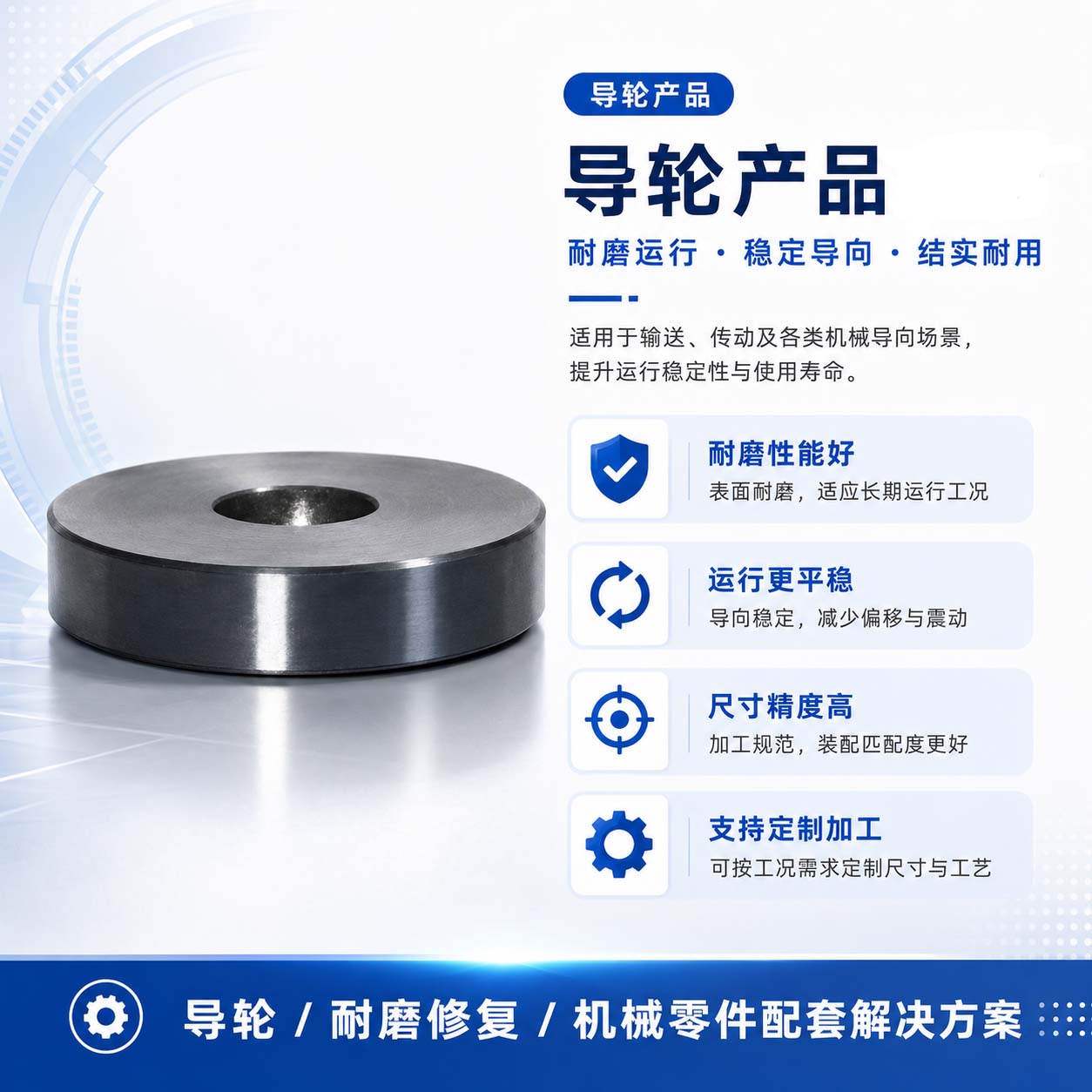
覆盖多行业的表面工程方案
我们更关注零部件在真实工况下的寿命表现,面向行业共性失效模式输出可复制方案。
钢铁冶金
辊道、导卫、炉辊、夹送辊、风机叶轮等耐磨耐高温处理,延长设备寿命,降低备件消耗。
石油化工
阀球、阀座、柱塞、泵轴、密封面等耐冲蚀与耐腐蚀强化,应对含固含砂高压流体。
造纸印刷
网纹辊、烘缸、导辊、刮刀等部件防粘、耐磨、耐腐处理,保障高速运转品质稳定。
电力能源
风机叶片、锅炉管道、汽轮机配件、耐磨阀门等关键部位防护,提高发电效率与可靠性。
典型项目案例
根据实际工况与客户目标,选择不同材料体系与工艺路线,以延长寿命、降低备件和停机成本。

夹送辊耐磨强化
针对轧线高频磨损问题,采用 WC-Co 碳化钨超音速喷涂,硬度 HV 1200+,寿命提升2-4倍。
阀球密封面耐冲蚀涂层
提升阀门关键密封面抗冲蚀与耐腐蚀表现,改善长期密封稳定性,降低泄漏风险。
拉丝塔轮碳化钨喷涂
细拉/微拉塔轮表面 WC 涂层,高硬度低摩擦,有效降低线材表面刮伤,提升良率。
从需求到交付的完整流程
工况沟通
收集部件图纸、材料、介质、失效照片和使用目标,建立工况档案。
方案选型
确定涂层材料、工艺路线、厚度参数、遮蔽方案与后处理要求。
预处理
清洗、除油、喷砂、遮蔽,建立涂层与基体结合的基础条件。
喷涂加工
严格控制喷涂参数,稳定沉积,形成符合设计要求的功能涂层。
检测交付
按需提供外观、厚度、硬度、粗糙度等检测记录与交付报告。
常见问题解答
以下是客户最常咨询的技术问题,如有其他疑问欢迎联系我们。
把磨损、腐蚀和停机成本
交给专业涂层工程解决
提供工况评估、涂层选型、样件试喷、批量加工、检测报告与售后跟踪服务。欢迎携带图纸、材料、磨损照片或失效件咨询。
18819112032 唐总